
Fonderie et défauts de fonderie
Fonderie et défauts de fonderie
Introduction
Parmi les différentes solutions thérapeutiques en prothèse, le praticien peut avoir recours à la prothèse partielle à châssis métallique ou bien à la prothèse conjointe, dont la réalisation nécessite la mise en forme des alliages dentaires par fonderie. Cette dernière est un procédé qui exige maîtrise et rigueur.
I. Définition
La fonderie (ou la coulée métallique) est un traitement thermique des métaux et des alliages qui, par leur fusion, aboutit à leur mise en forme à partir de l’état liquide. Elle a pour objectif de fournir un double en métal aussi précis que possible de la pièce dentaire souhaitée.
II. Fonderie : Technique de coulée
La coulée des alliages en prothèse nécessite la réalisation d’une maquette de la pièce souhaitée soit en cire soit en résine calcinable. La procédure varie selon qu’il s’agisse d’une prothèse adjointe à châssis métallique ou d’une prothèse conjointe. Mais avant, il faut passer par quelques préalables.
II.1. Réalisation du duplicata en matériau réfractaire
Une empreinte du modèle de travail préparé est réalisée avec un hydrocolloïde. Cette empreinte sera coulée avec un matériau réfractaire (le revêtement) afin d’obtenir le duplicata du modèle de travail. C’est sur le duplicata que sera sculptée la maquette du châssis métallique et la coulée de l’alliage.
II.2. Réalisation des maquettes
Prothèse adjointe à châssis métallique
La sculpture du châssis est réalisée avec des éléments préfabriqués appelés « préformes » en cire ou en matière plastique calcinable, qui seront placés sur le duplicata ayant subi un traitement avec le durcisseur. La sculpture consiste à mettre en place les taquets occlusaux, les différents crochets, les grilles de rétention (selles), différentes connexions (principale et secondaire) et enfin la finition de la maquette par apport de cire.
Prothèse conjointe
Le modèle de travail est verni (au niveau des dents préparées). La cire à sculpter est gouttée sur les dents préparées, puis sculptée selon l’anatomie de la dent.
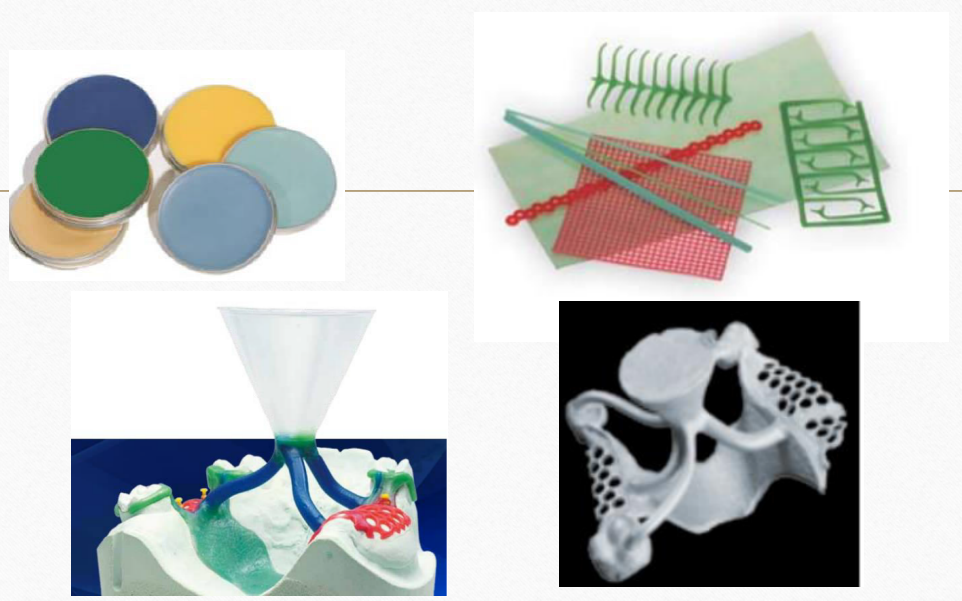
II.3. Mise en revêtement (ou Mise en cylindre)
Des tiges de coulée doivent être fixées sur la maquette. Leur nombre dépend de l’étendue de la pièce prothétique. Elles doivent converger vers le cône de coulée, et leur rôle est de conduire l’alliage en fusion à l’intérieur du cylindre. Dans le cas d’une prothèse partielle adjointe, le duplicata avec la maquette est fixé à la base du cylindre, tandis que dans le cas d’une prothèse conjointe, seule la maquette est fixée à la base du cylindre par le biais des tiges de coulée et du cône de coulée. Le revêtement, préparé selon les instructions du fabricant, est versé dans le cylindre. Après la prise, le cylindre et le cône de coulée sont retirés.

II.4. Chauffage préparatoire
Le but du chauffage préparatoire est d’éliminer toute trace de cire (par calcination) et de réduire l’écart entre la température du cylindre et la température de l’alliage en fusion. Le cylindre est mis dans le four, la base où était placé le cône de coulée vers le bas. On procède à une chauffe lente, progressive et par paliers jusqu’à atteindre la température de fusion de l’alliage choisi. À ce stade, le cylindre vidé de la cire devient un moule comportant le négatif de la maquette sculptée auparavant.
II.5. Fonte de l’alliage
L’alliage utilisé dans le cas d’une prothèse partielle adjointe à châssis métallique est le « Chrome-Cobalt », et celui utilisé dans le cas d’une prothèse conjointe est le « Nickel-Chrome ». L’alliage, sous forme de plots, est placé dans un creuset préchauffé (une sorte de petit récipient en matériau réfractaire), puis fondu. La fusion de l’alliage peut se faire selon plusieurs méthodes :
- Fusion à la flamme au moyen d’un chalumeau.
- Fusion par chauffage à effet Joule.
- Fusion par chauffage à induction.
- Fusion par chauffage à l’arc électrique.
II.6. Coulée de l’alliage
Le cylindre est placé face au creuset de façon à permettre le déplacement de l’alliage en fusion depuis le creuset au cylindre à travers l’espace du cône de coulée.
II.6.a. Technique de coulée par centrifugation
C’est la technique de coulée la plus utilisée, que ce soit en prothèse adjointe à châssis métallique ou en prothèse conjointe. L’ensemble cylindre-creuset est placé sur l’extrémité de la branche horizontale de la centrifugeuse qui, par sa rotation très rapide, génère une force qui projette l’alliage en fusion dans une direction centrifuge, lui permettant de pénétrer dans le cylindre et d’atteindre les parties les plus fines du moule. Avec cette technique, la quantité de l’alliage à utiliser doit être supérieure à celle de la pièce à couler.
II.6.b. Technique de coulée par pression/dépression
Avec cette méthode, la quantité de l’alliage à utiliser est la même que celle de la pièce à couler. Le cylindre est placé dans la cuve qui sera fermée sous vide. Lorsque la température de fusion et le vide souhaité sont atteints, la cuve bascule, et la masse de l’alliage en fusion s’écoule de son propre poids. De l’air comprimé est injecté à l’intérieur de la cuve, ce qui permet le remplissage complet du moule.
II.7. Manipulation après la coulée
Après la coulée, le cylindre est refroidi à l’air libre. Le revêtement est fracturé à l’aide de coups de marteau prudents. La pièce coulée est récupérée, sablée pour éliminer les débris du revêtement résiduel. Par la suite, les tiges de coulée sont coupées. On procède au polissage mécanique de la pièce prothétique, suivi d’un polissage à l’aide de brosses pour donner à la pièce un aspect brillant. Enfin, l’adaptation de la pièce coulée sur le modèle de travail est vérifiée.
III. Défauts de fonderie
Un défaut de fonderie est une irrégularité indésirable dans la pièce coulée. Certains défauts peuvent être réparés, d’autres non, rendant la pièce coulée inutilisable.
III.1. Défauts liés à la fusion
a) Les inclusions gazeuses
Définition : Ce sont des cavités à parois lisses occupées par des gaz non évacués.
Causes :
- Mauvais réglage de la flamme.
- Surchauffe de l’alliage.
- Résidus de gaz au sein du revêtement.
b) Les inclusions de solides
Définition : Ça correspond le plus souvent aux débris du revêtement entraînés par le flux du métal en fusion lorsqu’il frappe les parois du cylindre.
Causes :
- Mauvaise finition de la cire.
- Revêtement n’ayant pas terminé sa prise.
c) Manque de coulable
Définition : La pièce est coulée de manière incomplète.
Causes :
- Épaisseur fine de la cire.
- Quantité d’alliage insuffisante.
- Température incorrecte de l’alliage lors de la coulée.
- Temps de préchauffage court et température basse.
- Mauvaise répartition des tiges de coulée.
d) Défauts de surfaces
Définition : Ce sont des perles de coulée apparaissant à la surface de la pièce prothétique.
Causes :
- Vide insuffisant lors du mélange du revêtement.
- Vibrations trop importantes lors de la coulée du revêtement.
- Montée en température du revêtement trop rapide.
- Position erronée du cylindre dans le four de préchauffage.
- Épaisseur trop faible de la couche de revêtement.
- Revêtement trop sec.
III.2. Défauts liés à la solidification
a) Les retassures
Définition : Ce sont des cavités ouvertes ou fermées à contours rugueux.
Causes :
- Quantité insuffisante de métal.
- Inclusions d’impuretés.
- Utilisation d’anciens cônes de coulée.
b) Les criques et les gauchissements
Définition : Ce sont des déformations engendrées par la différence de vitesse de refroidissement entre les parties épaisses et minces de la pièce coulée.
- Criques : Déchirure à chaud qui se produit au cours de la solidification en présence de contraintes mécaniques.
- Gauchissement : Lorsqu’une pièce conçue avec des parois trop minces pour le matériau cible, elle risque fortement de se gondoler.
Causes :
- Angles vifs.
- Inégalité d’épaisseur de la maquette en cire.
c) La ségrégation
Définition : C’est l’apparition d’une différence de concentration d’un élément au cours de la solidification, entraînant une diminution des propriétés électrochimiques de la pièce métallique.
Cause : Refroidissement insuffisant.
d) La non-conformité de la composition chimique globale
Définition : Elle résulte de l’oxydation d’un élément non noble (Cuivre) ou à la volatilisation d’un constituant (Argent) au cours de la solidification.
Cause : Réutilisation de déchets d’une ancienne coulée.
III.3. Défauts liés à la manipulation
a) Fracture de la pièce prothétique
Causes :
- Un démoulage avant refroidissement de l’alliage.
- Un refroidissement brutal du cylindre.
- Utilisation d’anciens cônes de coulée.
- Libération du soufre par le revêtement fragilisant la pièce.
b) Hétérogénéités chimiques
Définition : Ce sont des différences de composition chimique au sein de la pièce prothétique obtenue après coulée.
Cause : Elles peuvent être causées par une réaction des alliages non précieux avec l’oxygène, provoquant un appauvrissement en chrome dans les prothèses coulées ainsi que dans les masselottes récupérées, d’où une composition de la pièce différente de celle du plot d’alliage de départ.
Conclusion
Afin d’éviter les erreurs responsables des défauts de fonderie, il faut :
- Connaître les propriétés physico-chimiques des alliages.
- Maîtriser les gestes de la technique de coulée et surtout les appliquer avec rigueur.
Fonderie et défauts de fonderie
Voici une sélection de livres en français sur les prothèses dentaires:
- Prothèse Amovible Partielle : Clinique et Laboratoire
Collège National des Enseignants en Prothèses Odontologiques (CNEPO), Michel Ruquet, Bruno Tavernier - Traitements Prothétiques et Implantaires de l’Édenté Total 2.0
- Conception et Réalisation des Châssis en Prothèse Amovible Partielle
- Prothèses supra-implantaires: Données et conceptions actuelles
- Prothèse complète: Clinique et laboratoire Broché – Illustré, 12 octobre 2017
- Prothèse fixée, 2e Ed.: Approche clinique Relié – Illustré, 4 janvier 2024
Fonderie et défauts de fonderie
Articles similaires

Radioprotection en médecine dentaire (Radiologie)
Radioprotection en médecine dentaire (Radiologie) La Radioprotection désigne l’ensemble des mesures prises par autorités sanitaires pour assurer la protection de...
Lire l'article
Edentements et classification
Edentements et classification Introduction Le nombre de combinaisons possible d’édentements est tellement grand, qu’il est impossible de présenter un plan...
Lire l'article
Historique, Évolution des Concepts et Ostéointégration en Implantologie Orale
Historique, Évolution des Concepts et Ostéointégration en Implantologie Orale Historique de l’Implantologie Orale L’Implantation dans l’Antiquité L’homme a toujours eu...
Lire l'article
[…] : La porcelaine cuite sous vide est plus translucide que celle cuite sous pression […]