
La polymérisation et la finition des prothèses complètes adjointes
La polymérisation et la finition des prothèses complètes adjointes
Introduction
La polymérisation ou la cuisson est une opération qui consiste à transformer les maquettes de cire en résine thermodurcissable, résistant aux pressions buccales, aux chocs physiques et thermiques et permettant la fixation des dents prothétiques, tout en gardant la forme de la maquette et son volume exact.
Cette reproduction fidèle en résine des maquettes prothétiques est une étape importante qu’il ne faut pas négliger et qui fait l’objet du même soin que les étapes cliniques.
Ce temps de laboratoire se déroule en quatre temps :
- La préparation des modèles.
- La réadaptation et finition des cires.
- La polymérisation des prothèses.
- Les finitions des prothèses.
- La préparation des modèles
A- Le modèle inferieur :
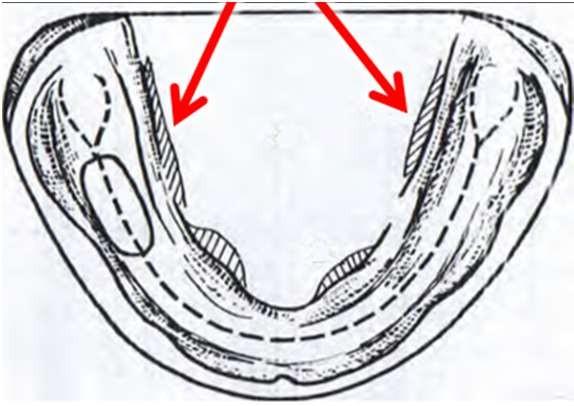
- Elargissement des bords : L’épaisseur des bords de la base inferieure est souvent très réduite dans la région linguale postérieure ; des fractures sont fréquentes à ce niveau au moment du démouflage. Afin d’éliminer ce risque, il est préférable de corriger le modèle : le versant lingual de la gouttière est élargi en prenant soin de ne pas porter atteinte au moulage de la surface d’appui ni à celui de la ligne de réflexion.
- Création de zones de décharge: Toute partie saillante recouverte d’une muqueuse mince et s’étant révélée sensible à la palpation doit être déchargée.
Les points, les zones incompressibles les plus fréquemment déchargées sont :
- Les lignes obliques internes saillantes (LOI).
- La ligne faitière des crêtes aigues en lame de couteau.
- Les exostoses douloureuses à la pression.
- Les émergences vasculo-nerveuses au niveau des trous mentonniers.
- Les portions du modèle ayant subi des dommages au cours de la confection des bases d’occlusion ou du montage des dents.
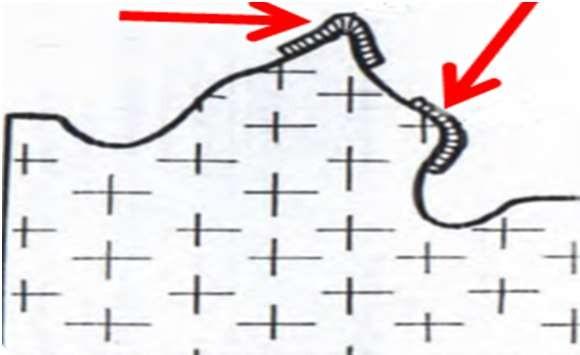

Fig. Décharge de la LOI et de la crête aigue. Fig. Trou mentonnier
B- Le modèle supérieur
- Elargissement des bords: Un élargissement identique des bords de la prothèse supérieure doit intervenir dans les régions paratubérositaires, mal appréciées et mal comblées et ne pouvant pas jouer pleinement leur rôle dans la stabilisation de la prothèse.
- Création de zones de décharge : Les zones à décharger sont :
- Les zones incompressibles telles que suture intermaxillaire ou torus palatin,
- Les émergences vasculo-nerveuses palatines antérieures et postérieures. Elles seront protégées par une feuille d’étain de 3/10 de millimètre.
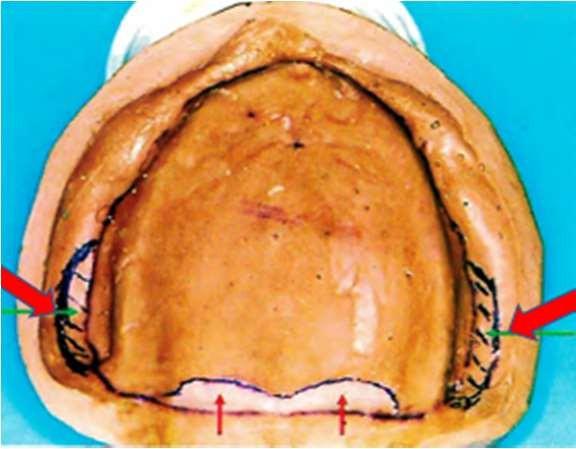
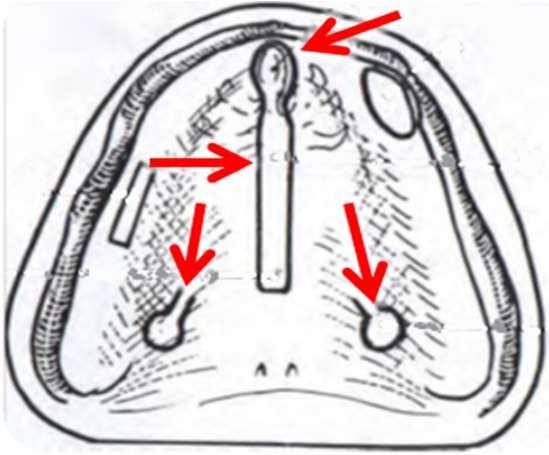
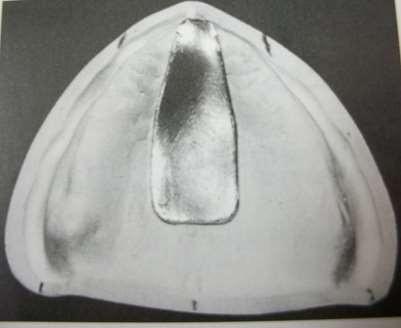
Fig. Elargissement au niveau Fig.Zones à décharger au maillaire Fig. Décharge du raphé médian Paratubérositaire à l’aide d’une feuille d’étain
- La réadaptation et la finition des cires:
Elle doit être réalisée alors que les deux modèles sont encore sur l’articulateur afin qu’aucune modification n’intervienne dans la relation inter-arcade.
La finition des maquettes de cire a pour but de consolider des dents dans une épaisseur de cire suffisante conforme aux impératifs esthétiques, phonétiques et fonctionnels et de faciliter le polissage de la prothèse après polymérisation.
- Vérification de l’épaisseur de chaque maquette :
L’épaisseur doit être uniforme, en tout point car la solidité de la future prothèse dépend de cet équilibre harmonieux de l’épaisseur. Ce ne sont pas les prothèses les plus minces qui se fracturent le plus, mais sont celles qui comportent des points de faiblesse siégeant an niveau d’une rupture dans la continuité de l’épaisseur. Au niveau de la voute palatine, les bases en cire doivent être calibrées entre 1,5 mm au centre et 2,5 mm à la périphérie. Un compas d’épaisseur sera utilisé afin de supprimer tout excès de cire.
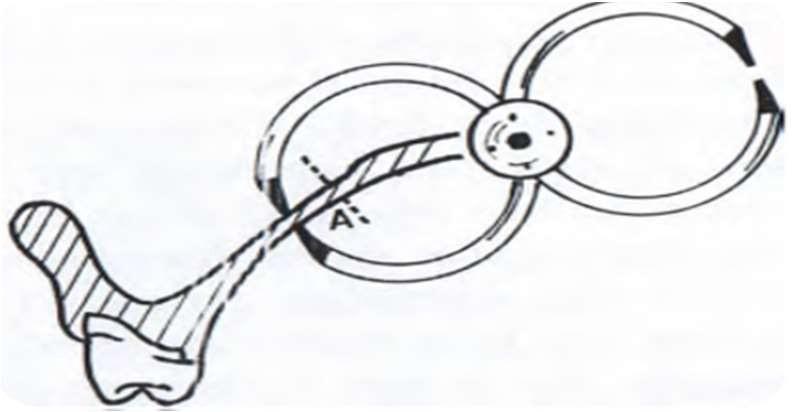
Fig. Vérification de l’épaisseur de la plaque
- Solidarisation des maquettes:
L’épaisseur de la base en cire est correctement équilibrée. Les maquettes sont alors fixées sur leurs modèles respectifs en faisant fondre la cire sur toute la périphérie de la surface d’appui, créant ainsi une étanchéité sans défaut.
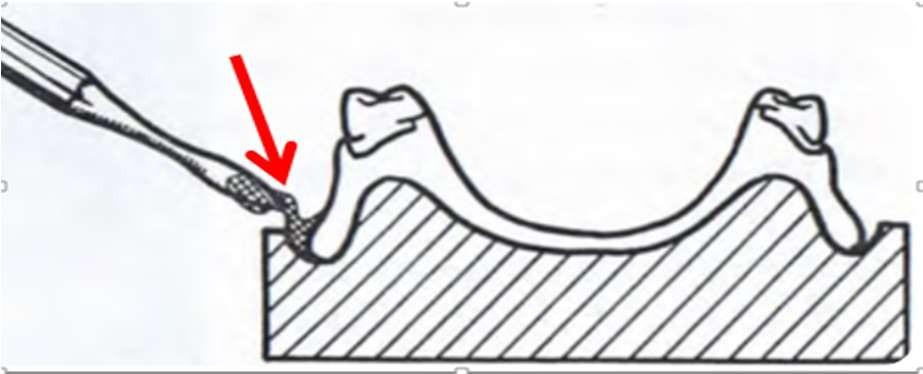
Fig. Solidarisation de la maquette sur leurs modèles
- Finitions des cires:
La finition des cires constitue une étape très importante. Elle permet de réduire considérablement le temps passé au laboratoire après la polymérisation et le démouflage.
La finition de la cire débute par son homogénéisation : Une spatule chaude fond la cire dans les espaces inter dentaires. Un apport de cire est ensuite pratiqué au niveau de la fausse gencive, celle-ci est ensuite sculptée dans sa partie moyenne en créant des dépressions inter radiculaires.
Une flamme douce passée rapidement sur toutes les sculptures afin d’en adoucir le modèle. Un coton humide permet de donner aux cires un poli que l’opérateur sera heureux de retrouver après la polymérisation.
- La polymérisation des prothèses :
A- La mise en moufle: Un moufle un artifice prothétique en bronze ou en bronze d’aluminium qui comporte :
- Une partie de base dans laquelle la maquette et son modèle sont placés.
- Une contrepartie dans laquelle les dents artificielles vont se loger.
- Un système de guidage (fléchettes d’orientation) qui assure une adaptation toujours identique et anatomique des 2 parties. Les 2 parties du moufle doivent s’adapter parfaitement.
- Un système de fixation: clavettes.
- Le moufle doit avoir une longueur et une largeur en relation avec le volume du modèle et de sa maquette, afin d’assurer une épaisseur de plâtre en tout point dépasse 1 cm.
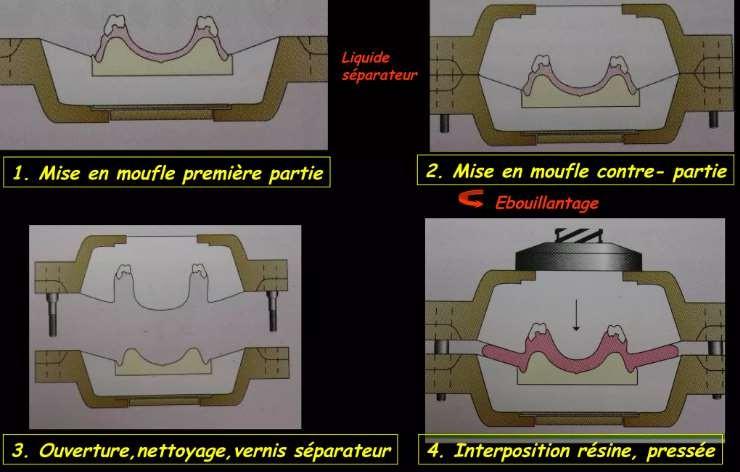
- Réalisation pratique :
- Vaseliner ou huiler toute les parties du moufle qui doit être propres.
- Vaseliner le socle du modèle afin que pendant la mise en moufle, il n’absorbe pas l’eau du plâtre nécessaire à sa cristallisation.
- Garnir au 2/3 la partie du moufle avec un plâtre de type II de consistance crémeuse, puis positionner le modèle de telle sorte que le bloc incisif et le rebord alvéolaire incisif soient placés verticalement (6 mm au moins entre les dents antérieures et les parois du moufle).
- Avant la prise du plâtre, supprimer toutes les zones de contre dépouille, Afin que le retrait du modèle avec la prothèse polymérisée s’effectue sans difficulté et sans fractures.
- Eliminer toute trace de plâtre au niveau des bords du moufle de la maquette en cire et des dents.
- Laisser le plâtre se cristalliser puis vaseliner le tout (sauf les dents).
- Placer la contrepartie huilée bien en contact avec la partie (voir l’orientation des flèches)
- Avec un plâtre crémeux, compléter en rajoutant à ras bord le plâtre en tapotant le moufle sur la paillasse, puis laisser durcir.
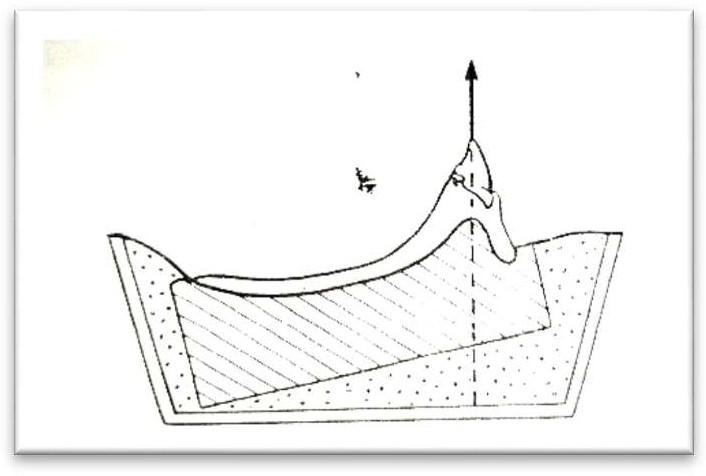
Fig. positionnement du modèle dans la partie du moufle
B- L’ébouillantage:
- Mettre le moufle dans l’eau bouillante pendant 9-10 mn.
- Sortir le moufle, séparer les deux parties, débarrasser tout résidu de cire à l’aide d’eau bouillante additionnée d’un détergent (produit de vaisselle) vérifier qu’il ne reste plus de cire.
- Poser les moufles ouverts, laisser sécher.
- Le plâtre est recouvert d’un isolant qui est appliqué au pinceau sur toutes les surfaces du plâtre sauf au niveau des dents.
RQ : Objectifs et caractéristiques des isolants :
- Assurer un démoulage sans risque de fracture.
- Rendre plus facile la séparation de la prothèse de son modèle.
- Permettre la récupération du modèle.
- Prévenir toute réaction chimique primaire et secondaire entre la résine et le plâtre.
- Interdire toute union physique entre ces 2 matériaux.
- Supprimer tout risque de pénétration du monomère dans le plâtre ou de toute vapeur d’eau dans la résine au cours de la polymérisation pour éviter les porosités.
C- Préparation de la résine:
Les résines utilisées pour la confection des P.T.A sont à base de méthacrylate de méthyle.
Le rapport poudre/liquide, très important pour conserver les propriétés mécaniques de la résine qui doit être mesurée précisément selon les indications du fabricant.
Le polymère en poudre est versé en pluie fine sur le liquide (monomère) après quelques instants nécessaires à l’imprégnation de toute la poudre, un malaxage est effectué destiné à homogénéiser toute la résine préparée. Dès que la poudre et le liquide entrent en contact le mélange va passer par 04 phases successives:
- Phase physique de solution: poudre et liquide forment une masse fluide.
- Phase chimique collante: le mélange devient collant.
- Phase de gel plastique : La saturation est acquise, la masse devient lisse, plastique et n’adhère plus au récipient ni aux doigts.
- Phase élastique (stade d’évaporation) : Si le matériau est abandonné dans le récipient, il perd sa plasticité. Il devient d’abord élastique, puis il durcit progressivement.
D- Le bourrage:
- L’insertion de la masse résine s’effectuera à l’état plastique, les mains doivent être propres et sèches.
- Avant l’insertion de la résine ; il est indispensable de faire des retentions avec une fraise boule au niveau des talons des dents.
- La résine acrylique est modelée en forme de cylindre, elle est déposée dans la contrepartie recouvrant les dents.
- Une feuille de cellophane est placée sur la résine.
- La partie inférieure du moufle est correctement posée en regard de la contrepartie.
- Le moufle est mis sous presse, la pression doit être lente et progressive.
- Laisser à la résine le temps de sortir au niveau du joint.
- Vérification de la masse de résine:
- Les deux parties du moufle sont séparées, retirer la feuille de cellophane.
- Supprimer les excès de résine à l’aide d’une lame tranchante.
- Refermer le moufle, le pressage est repris avec précaution jusqu’à ce que les deux parties s’affrontent d’une façon intime puis placer les clavettes.
E- La polymérisation à chaud:
- Le moufle est placé dans un récipient d’eau froide, il doit être complètement immergé.
- Dès que la température de l’eau commence à s’élever la réaction de polymérisation débute (c’est une réaction, exothermique), Celle-ci s’accélère rapidement dès que la température dépasse 60 °. Le moufle est maintenu à 65 ° pendant 90 mn
- La température est ensuite portée à 100 ° elle est maintenue pendant une heure à cette température
- Le refroidissement doit être le plus progressif possible. Dans la pratique, il suffit de laisser l’eau du bain revenir à la température ambiante (une nuit complète).
F- Le démouflage:
Le démouflage consiste à libérer les modèles du moufle et du plâtre qui les entoure. Cette étape ne doit se faire qu’une fois le refroidissement progressif terminé.
- Retirer les clavettes.
- Séparer les 2 parties du moufle, la séparation du modèle est facile s’il est de dépouille et si le socle a été bien vaseliné, se servir de pince à plâtre pour libérer le modèle.
- Les prothèses sont séparées avec précaution.
- Finition des prothèses: Cette phase de finalisation s’effectue en trois temps successifs :
- Le grattage: Dans la mesure où la finition des maquettes et la mise en moufle ont été conduites avec le maximum de soin, la durée de la phase de grattage doit être réduite. Les corrections ne doivent pas modifier les formes, les profils, les épaisseurs de la maquette. De plus, les bords et l’intrados des prothèses doivent être impérativement respectés lors de cette phase.
- La finition des collets : Si besoin est, à l’aide de petites lames, de brossettes à poils noirs, les embrasures sont dégagées des bavures de résine, les microbulles sont éliminées au niveau des collets de manière à rétablir les formes choisies.
- Le polissage:
- Un premier polissage est entrepris avec du papier verre monté sur mandrin.
- Un deuxième polissage avec des brosses aux poils durs et de la ponce.
- Le dernier polissage avec la brosse peau de chamois et de la pâte à polir pour donner de la brillance à la résine.
Les prothèses sont lavées soigneusement dans un détergent habituel. Les prothèses sont émergées dans un milieu humide, puis elles sont adressées au cabinet dentaire
- Les porosités : Les causes principales sont:
- Présence d’humidité dans le gel avant bourrage.
- La fermeture non hermétique du moufle.
- Mélange monomère, polymère peu homogène comportant des sphérules de polymère restées hors de contact avec le monomère.
- Isolant de mauvaise qualité ou mal reparti permettant le passage de l’eau du plâtre dans la résine au cours de la polymérisation ou une réaction secondaire du monomère avec le plâtre.
- Elévation trop rapide ou trop brutale de la température pendant la polymérisation.
- Lorsque la base est épaisse, les parties superficielles sont déjà polymérisées alors que le centre ne l’est pas encore. L’ébullition du monomère se produit se transformant en porosité. Afin d’éviter cela réduire autant que possible l’épaisseur de la base.
- Autres procédés de polymérisation des prothèses :
- Injection et polymérisation en milieu humide :
Les étapes de réalisation sont identiques aux étapes décrites précédemment (technique par pression). La différence réside dans la manière dont la résine est mise en place dans le moufle.
Ce procédé consiste à injecter la résine dans un moufle d’injection fermé (de manière à éviter toute surépaisseur) par des canaux d’injection puis à la polymériser sous une pression constante élevée (Moufle verrouillé avec une bride). De la résine est régulièrement ajoutée pour compenser la rétractation induite par la cuisson.
Ce procédé permet de fabriquer des prothèses dentaires avec un très haut niveau de précision et de qualité. La prothèse s’adaptera parfaitement en bouche. De plus, la densité de la résine offrira une meilleure durabilité à votre prothèse.
- Injection et polymérisation au micro-ondes :
Ce procédé utilise une résine thermopolymérisable spéciale pour polymérisation induite par micro-ondes, cette résine est injectée dans un moufle spécial (acrylique en fibre de verre), adapté à la réception d’ondes électromagnétiques.
Le four à micro-ondes utilisé pour la polymérisation des prothèses est un four de 500W avec un plateau tournant du même type que ceux utilisés en cuisine.
Le moufle en place placé dans l’enceinte du micro-onde (1 000 watts), avec son injecteur.
La polymérisation dans le four dure 3 minutes, elle amène la résine située à l’intérieur du moufle à ébullition.
Le refroidissement se fait à l’air libre pendant 35 mn puis dans l’eau froide pdt 20 mn.



Fig. Résine à micro-ondes Fig. Moufle à micro-ondes Fig. Moufle et injecteur dans
le micro-ondes
Conclusion : En respectant les règles de la polymérisation, on peut éviter tous les risques de déformations secondaires importantes des bases prothétiques, de formation des porosités et de déplacement des dents.
La polymérisation et la finition des prothèses complètes adjointes
Voici une sélection de livres:
Odontologie conservatrice et endodontie odontologie prothètique de Kazutoyo Yasukawa (2014) Broché
Concepts cliniques en odontologie conservatrice
L’endodontie de A à Z: Traitement et retraitement
Guide d’odontologie pédiatrique, 3e édition: La clinique par la preuve
La polymérisation et la finition des prothèses complètes adjointes
Articles similaires

Échec Implant Dentaire : Causes, Solutions et Comment l’Éviter
Échec Implant Dentaire : Causes, Solutions et Comment l’Éviter Vous avez investi du temps, de l’argent et de l’espoir dans...
Lire l'article
Les récessions parodontales / Parodontologie
Les récessions parodontales / Parodontologie Introduction Du fait de la demande esthétique de plus en plus importante, l’exposition des surfaces...
Lire l'article
Four de Frittage Zircone : Investissement et Rentabilité – Guide Complet pour le Cabinet et le Laboratoire
Vous envisagez d’intégrer un four de frittage zircone dans votre cabinet dentaire ou votre laboratoire de prothèse ? Vous n’êtes...
Lire l'article
Leave a Reply