
L’élaboration du châssis au labo
L’élaboration du châssis au labo
Introduction
Le châssis métallique est coulé au laboratoire selon le procédé de fonderie de la « cire perdue ». Différentes séquences, guidées par la fiche de liaison établie par le praticien, aboutissent à la pièce métallique destinée à l’essai clinique.
Étapes de fabrication
1. Tracé sur le modèle de travail
Le tracé effectué par le praticien est matérialisé sur le modèle de travail par un trait gravé net mais peu profond.
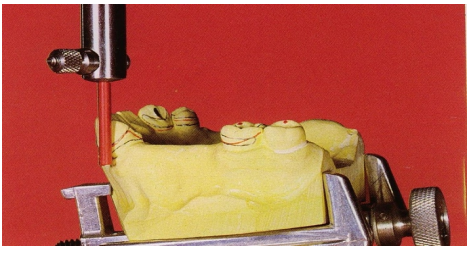
2. Objectivation des lignes-guides et points de rétention
Les lignes-guides et les points de rétention maximale correspondant aux extrémités des crochets sont objectivés avec précision à l’aide d’un paralléliseur.
3. Tracé des zones d’espacement
Les zones d’espacement sont tracées, incluant la protection du torus, de la papille palatine, la grille de rétention des selles, la barre linguale et les connexions.
4. Comblement des contre-dépouilles
Les contre-dépouilles des versants vestibulaires et linguaux du modèle, ainsi que celles situées sous les lignes-guides, sont comblées à la cire.
5. Dressage des parois
La lame coupante du paralléliseur élimine tout excès de cire, dressant des parois verticales parallèles à l’axe d’insertion optimal.
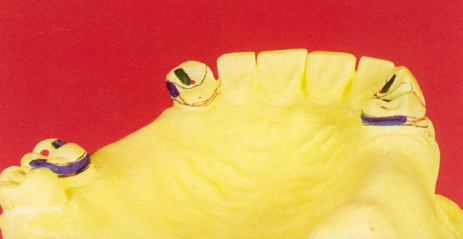
6. Aménagement des surfaces de contact
Les surfaces de contact des parties rétentives des bras de crochets sont aménagées par élimination de la cire à l’aide d’une spatule fine, jusqu’à mise à nu de la surface du plâtre.

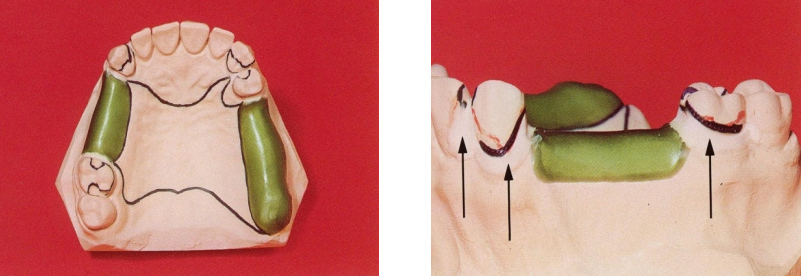
7. Application des bandes de cire
Des bandes de cire calibrées sont appliquées et collées pour matérialiser les zones d’espacement du châssis.

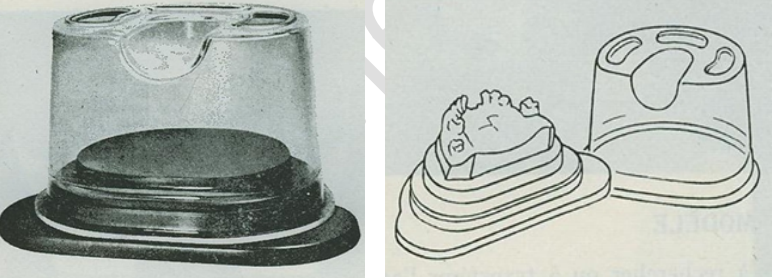
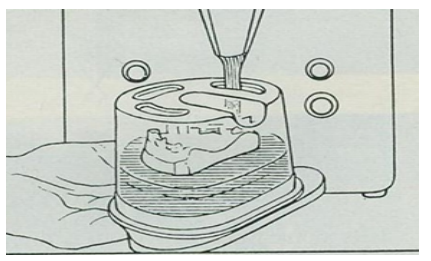
8. Préparation du moule
Le modèle ainsi préparé est investi dans un moule. Une empreinte aux hydrocolloïdes réversibles permet la réalisation d’un duplicata en matériau réfractaire. La gélatine est coulée dans une moufle à gélatine transparente pour la mise en place du modèle.
9. Transfert du tracé sur le duplicata
Le tracé de l’armature gravé sur le modèle de travail apparaît sur le duplicata pour servir de guide à l’ajustage des préformes.
10. Ajustage des préformes
Le tracé de l’armature sur le duplicata guide l’ajustage des préformes.

11. Jonction des préformes
Les jonctions des différentes préformes assemblées sont assurées par des apports de cire.

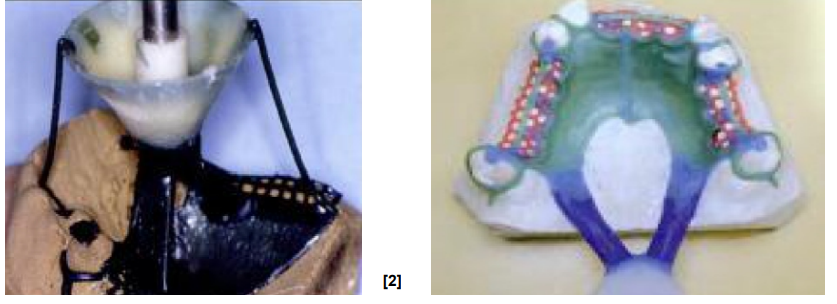
12. Mise en place des tiges de coulée
Les tiges de coulée sont placées en respectant le protocole de fonderie fourni par le fabricant de l’alliage, adapté pour des alliages comme le cobalt-chrome ou le titane.
13. Processus de fonderie
L’ensemble est investi dans un cylindre de coulée pour subir les séquences de fonderie :
- Élimination des éléments calcinables après une première montée en température.
- Nouvelle montée en température pour permettre l’expansion du moule de fonderie.
- Injection de l’alliage en fusion, suivie d’un refroidissement.
14. Examen de la pièce coulée
Après élimination du revêtement, la pièce coulée est examinée et testée.

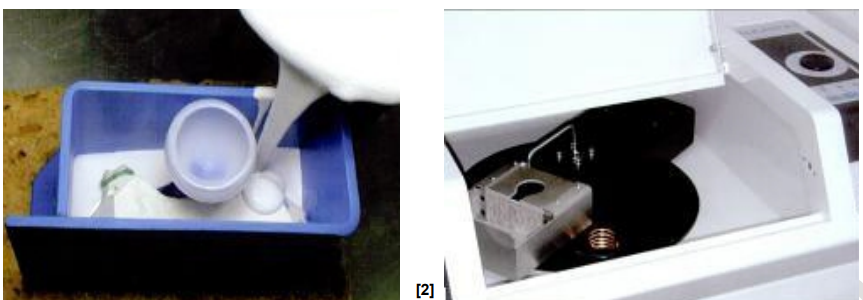
15. Finition du châssis
La pièce brute de coulée est débarrassée de ses tiges de coulée, polie manuellement, puis plongée dans un bac de polissage électrolytique. Le dégrossissage et la finition s’effectuent par des moyens conventionnels. Le châssis doit parfaitement s’insérer sur le modèle de travail, sans altérer son état de surface.

L’élaboration du châssis au labo
Voici une sélection de livres:
- Odontologie conservatrice et endodontie odontologie prothètique de Kazutoyo Yasukawa (2014) Broché
- Concepts cliniques en odontologie conservatrice
- L’endodontie de A à Z: Traitement et retraitement
- Guide clinique d’odontologie
- Guide d’odontologie pédiatrique, 3e édition: La clinique par la preuve
- La photographie en odontologie: Des bases fondamentales à la clinique : objectifs, matériel et conseils pratique
L’élaboration du châssis au labo
Articles similaires

Carie Dent de Lait : Guide Complet pour Protéger les Dents de Votre Enfant
Carie Dent de Lait : Guide Complet pour Protéger les Dents de Votre Enfant Vous venez de découvrir une petite...
Lire l'article
Couronne qui se Décolle : Que Faire en Urgence et Comment Éviter la Récidive ?
Vous êtes en train de manger tranquillement et soudain… vous sentez quelque chose d’étrange sous votre dent. Votre couronne dentaire...
Lire l'article
Mauvaise Haleine le Matin : Causes, Solutions et Conseils pour Retrouver un Souffle Frais
Vous vous réveillez chaque matin avec une odeur désagréable dans la bouche ? Vous n’êtes pas seul(e) : près de...
Lire l'article
[…] paralléliseur est utilisé lors de l’étude du cas clinique pour […]
[…] d’un point de fusion précis est expliquée par le fait que les cires dentaires sont des mélanges mais non des corps purs, donc on parle d’intervalle de […]