
Les Revêtements Dentaires en Prothèse : Guide Complet pour Étudiants en Odontologie
Introduction : Pourquoi les Revêtements Sont Indispensables en Fonderie Dentaire
La fabrication d’une prothèse dentaire en alliage métallique repose sur une technique ancestrale perfectionnée : la fonderie de précision à la cire perdue. Ce procédé, qui consiste à fondre un alliage à haute température pour le couler dans un moule, soulève un défi fondamental : comment garantir une précision dimensionnelle parfaite malgré les variations de volume induites par la chaleur ?
La réponse se trouve dans un matériau clé : le revêtement compensateur. Ce matériau réfractaire constitue le moule dans lequel l’alliage fondu sera injecté. Il doit non seulement résister à des températures extrêmes, mais aussi compenser activement les variations volumétriques qui surviennent lors du chauffage et du refroidissement.

Pour les étudiants en odontologie, la compréhension approfondie de ces matériaux est essentielle, car une erreur dans leur manipulation peut compromettre la précision de l’ensemble de la restauration prothétique.
1. Définition et Rôle des Revêtements Compensateurs
Les revêtements compensateurs (ou masses d’enrobage) sont des mélanges réfractaires spéciaux utilisés pour la confection des moules en fonderie de précision dentaire.
Leur double fonction est de :
- Former un moule stable capable de résister à des températures très élevées sans se déformer ni se décomposer
- Compenser les variations volumétriques des maquettes en cire (dilatation à la chaleur) et des métaux (contraction lors de la solidification)
Point clé pour l’examen : La contraction de solidification d’un alliage métallique peut atteindre 1 à 2,5 % selon sa composition. Le revêtement doit expanser d’une valeur équivalente pour maintenir la précision dimensionnelle de la pièce coulée.
2. Classification des Revêtements selon le Type d’Alliage
La classification des revêtements est directement liée à la température de fusion de l’alliage utilisé. C’est le critère de choix principal en pratique clinique.

2.1 Revêtements à Liant Plâtre (basse fusion)
Ces revêtements sont indiqués pour les alliages précieux à basse température de fusion (exemple : alliages d’or de types I, II et III, dont la fusion se situe autour de 850°C).
La silice (quartz ou cristobalite) entre pour 60 à 65 % dans la composition et assure l’expansion thermique. Le plâtre, sous forme d’hémi-hydrate α de calcium, joue le rôle de liant et représente 30 à 35 % du revêtement.
Ces revêtements sont adaptés pour la coulée des restaurations en or massif classique (inlays, couronnes, bridges en or).
2.2 Revêtements à Liant Phosphate ou Silicate (haute fusion)
Au-delà de 750°C, le plâtre se décompose et perd ses propriétés liantes. Pour les alliages nécessitant une température de fusion élevée — alliages précieux pour céramique (>900°C) ou alliages non précieux (1 200 à 1 400°C) — on utilise des revêtements phosphatés ou silicatés.
Le liant est ici un mélange de phosphate d’ammonium et d’oxyde de magnésium, qui offre une résistance thermique bien supérieure au plâtre.
Les revêtements phosphatés se subdivisent en deux sous-types :
- Type I : indiqué pour inlays, onlays, overlays, couronnes et bridges
- Type II : réservé aux châssis métalliques (prothèses amovibles partielles)
⚠️ Attention clinique importante : Les deux familles de revêtements sont strictement incompatibles entre elles. Les bols, spatules et tout le matériel de malaxage doivent être clairement distingués et séparés. La contamination croisée peut entraîner des modifications de prise et des défauts de coulée.
3. Composition Détaillée des Revêtements
Tous les revêtements dentaires partagent une architecture de base commune, avec des variations selon leur type :
Masse réfractaire : une variété de silice (quartz, cristobalite ou tridymite). La cristobalite est privilégiée pour son expansion thermique plus favorable.
Liant : plâtre alpha ou bêta pour la basse fusion ; mélange phosphate d’ammonium/oxyde de magnésium pour la haute fusion.
Modificateurs chimiques : par exemple, le carbone utilisé comme agent réducteur pour créer une atmosphère non oxydante au moment de la coulée, protégeant ainsi l’alliage.
Réducteurs de l’expansion : acide borique et chlorure de sodium permettent d’ajuster finement le coefficient d’expansion total du revêtement.
4. Présentation Commerciale et Manipulation
Les revêtements se présentent sous deux composants distincts :
- Poudre : le mélange réfractaire (revêtement proprement dit)
- Liquide : eau distillée ou, pour les revêtements phosphatés, une solution tampon spécifique du fabricant
Conseil pratique : Les instructions du fabricant doivent être suivies scrupuleusement concernant le rapport poudre/eau (E/P). Ce rapport influence directement l’expansion finale et la résistance du moule.
5. Les Quatre Mécanismes d’Expansion du Moule Réfractaire
La compensation de la contraction de solidification de l’alliage repose sur quatre mécanismes distincts et complémentaires :
1. L’expansion de prise du revêtement — survient lors de la prise du matériau, par cristallisation du plâtre ou réaction phosphate/magnésium.
2. L’expansion hygroscopique — se produit lorsque le revêtement en prise est immergé dans l’eau pendant sa prise. C’est l’un des mécanismes les plus puissants et les plus contrôlables.
3. L’expansion de la maquette en cire — lors du chauffage du cylindre, la cire se dilate avant de se vaporiser, contribuant à élargir légèrement le moule.
4. L’expansion thermique — dilatation du matériau réfractaire lui-même lors du chauffage au four.

6. Qualités Fondamentales Requises pour un Bon Revêtement
Un revêtement dentaire de qualité doit répondre à un cahier des charges précis :
- Stockage et manipulation facile pour une utilisation quotidienne au laboratoire
- Non toxique pour le technicien et le praticien
- Temps de prise adapté à la manipulation (entre 5 et 25 minutes)
- Grains fins pour reproduire fidèlement les détails de la maquette en cire
- Expansion en rapport avec la contraction du métal utilisé
- Porosité suffisante pour l’échappement des gaz lors de la coulée (évite les inclusions gazeuses)
- Stabilité chimique : ne doit pas se décomposer lors de la manipulation à chaud
- Résistance thermique élevée compatible avec la température de fusion de l’alliage
- Détachement facile de la pièce coulée lors du dévêtissage
7. Propriétés Physico-Chimiques Essentielles
Cette section est particulièrement importante pour les examens et les travaux pratiques. Maîtriser les variables qui influencent l’expansion est fondamental.
7.1 Temps de Prise
Le temps de prise se situe généralement entre 5 et 25 minutes, selon la composition et le rapport eau/poudre.
7.2 Expansion de Prise
L’expansion de prise d’un revêtement est plus grande que celle du plâtre seul, typiquement entre 4 et 5 %. Elle augmente avec la concentration en plâtre.
7.3 Expansion Hygroscopique : Le Facteur Clé
L’expansion hygroscopique peut atteindre 6 fois ou plus l’expansion de prise normale. C’est le mécanisme de compensation le plus ajustable.
Les facteurs qui l’influencent sont :
- Taille des particules : plus les particules sont petites, plus l’expansion hygroscopique augmente
- Rapport E/P : un E/P plus élevé diminue l’expansion hygroscopique
- Temps de malaxage : un malaxage plus long augmente l’expansion hygroscopique
- Durée de stockage : un revêtement vieilli présente une expansion hygroscopique diminuée
- Effet de confinement : les parois du cylindre résistent à l’expansion latérale
7.4 Règle Critique sur le Timing de la Coulée
⚠️ Règle impérative : S’il s’écoule plus de 30 secondes entre la sortie du cylindre du four et la coulée, la perte de chaleur du revêtement provoque une contraction plus forte de l’alliage lors de sa solidification. Tout le matériel doit être prêt avant de sortir le cylindre du four pour effectuer la coulée immédiatement.

Pour approfondir ces notions et vous préparer à l’internat, les Annales corrigées de l’internat en odontologie 2022-2024 constituent une référence incontournable avec de nombreux cas pratiques sur les matériaux de prothèse.
8. Défauts de Coulée : Causes et Prévention
La connaissance des défauts et de leurs causes est essentielle pour la pratique au laboratoire.

8.1 Déformation de la Pièce Coulée
Cause principale : déformation de la maquette en cire avant ou pendant la mise en revêtement. Une manipulation soigneuse de la cire à température constante est indispensable.
8.2 Surfaces Rugueuses
Elles sont liées à la taille des particules du revêtement. Un revêtement à grains grossiers donne une surface moins lisse. L’utilisation d’un revêtement de qualité adapté et le respect du rapport E/P sont les meilleures préventions.
8.3 Bulles d’Air
Les bulles d’air sont incorporées lors du malaxage manuel ou d’un malaxage mécanique insuffisant. L’utilisation d’un malaxeur sous vide (vacuum spatulator) est recommandée pour les revêtements phosphatés.
8.4 Bavures et Épines Métalliques
Ces défauts caractéristiques résultent de fissures dans le revêtement, généralement causées par un chauffage trop rapide du cylindre au four. Une montée en température progressive selon les courbes recommandées par le fabricant est indispensable.

9. Tableau Comparatif Récapitulatif
| Critère | Revêtement à liant plâtre | Revêtement à liant phosphate |
|---|---|---|
| Température max. | < 750°C | Jusqu’à 1 400°C |
| Alliages indiqués | Or types I, II, III | Alliages NP, alliages céramique |
| Liant | Plâtre hémi-hydrate α | Phosphate NH4 + MgO |
| Silice | 60-65 % | 60-65 % |
| Applications | Inlays/couronnes/bridges or | Couronnes NP, châssis PAP |
| Liquide de gâchage | Eau distillée | Solution spécifique |
10. Schéma du Procédé de Mise en Revêtement (Résumé)
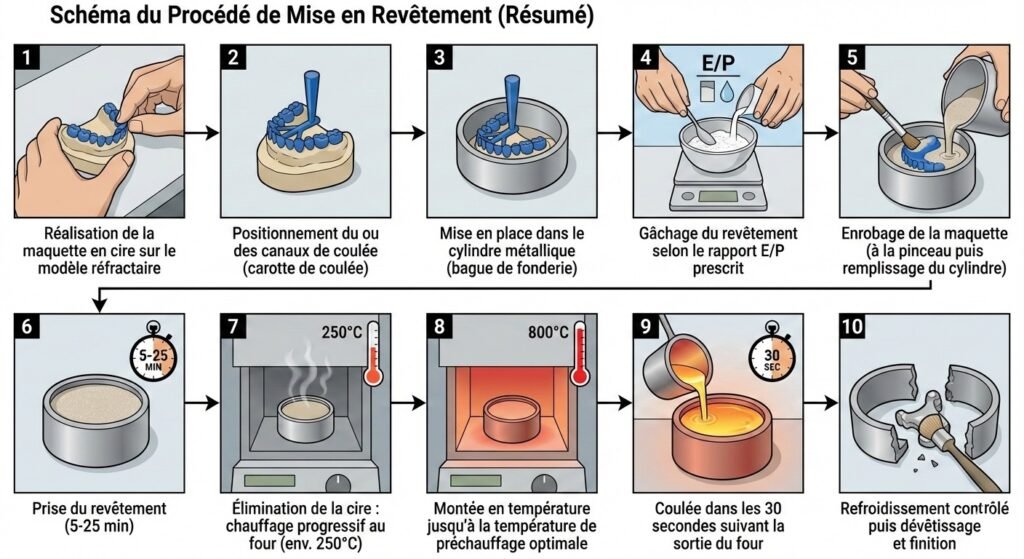
Pour mémoriser le processus de manière séquentielle :
- Réalisation de la maquette en cire sur le modèle réfractaire
- Positionnement du ou des canaux de coulée (carotte de coulée)
- Mise en place dans le cylindre métallique (bague de fonderie)
- Gâchage du revêtement selon le rapport E/P prescrit
- Enrobage de la maquette (à la pinceau puis remplissage du cylindre)
- Prise du revêtement (5-25 min)
- Élimination de la cire : chauffage progressif au four (env. 250°C)
- Montée en température jusqu’à la température de préchauffage optimale
- Coulée dans les 30 secondes suivant la sortie du four
- Refroidissement contrôlé puis dévêtissage et finition
Pour une maîtrise complète de l’ensemble des procédures cliniques et de laboratoire, le Guide clinique d’odontologie est une référence exhaustive recommandée tout au long du cursus.
Conclusion : Ce Qu’il Faut Retenir
Les revêtements dentaires sont des matériaux complexes dont la maîtrise conditionne directement la précision des restaurations prothétiques. Les points essentiels à mémoriser sont :
- Le choix du revêtement dépend avant tout de la température de fusion de l’alliage
- Les deux familles (plâtre / phosphate) sont strictement incompatibles et nécessitent des instruments séparés
- L’expansion finale résulte de quatre mécanismes : prise, hygroscopique, cire et thermique
- Le timing de la coulée est critique : jamais plus de 30 secondes après la sortie du four
- La montée en température doit être progressive pour éviter les fissures du moule
Ces connaissances s’appliquent directement lors des travaux pratiques de prothèse fixée et amovible, et constituent un sujet classique aux concours de l’internat en odontologie.
Ressources pour Aller Plus Loin
Pour préparer votre internat ou approfondir la matière, vous pouvez consulter ces ressources :
- Annales corrigées de l’internat en odontologie 2022-2024 — QCM et cas cliniques corrigés, indispensable pour la préparation au concours
- Guide clinique d’odontologie — référence complète pour les procédures cliniques et de laboratoire
- Prothèse complète : Clinique et laboratoire — pour approfondir les notions de fonderie en prothèse totale
- ResiDentaire™ – Plateforme QCM Médecine Dentaire — pour vous entraîner sur des QCM ciblés en matériaux dentaires
Cette page contient des liens d’affiliation Amazon. En cliquant dessus, vous n’êtes pas tenu de vous procurer les produits suggérés, mais si vous le faites, cela ne vous coûte rien de plus, et cela m’aide à financer ce site.
Comprendre les matériaux de fonderie de précision pour réussir vos TP de prothèse
Articles similaires

Gingivectomie à biseau externe (GBE)
Gingivectomie à biseau externe (GBE) Définition: Gingivectomie: Gingivoplastie: Objectifs: Avantages: Inconvénients: G.B.E: Définition: On entend par GBE, une technique correspondant...
Lire l'article
Durée de Vie d’une Couronne Dentaire : Tout Ce Que Vous Devez Savoir
Durée de Vie d’une Couronne Dentaire : Tout Ce Que Vous Devez Savoir Vous venez de recevoir une couronne dentaire...
Lire l'article
RELATION PRATICIEN CONFRERE ET NOMENCLATURE GENERALE DES ACTES PROFESSIONNELS
RELATION PRATICIEN CONFRERE ET NOMENCLATURE GENERALE DES ACTES PROFESSIONNELS INTRODUCTION La Confraternité entre professionnels de santé a pour objectifs de...
Lire l'article
Leave a Reply