
Réalisation De Prothèse Partielle à Chassis Métalique Au Laboratoire
Réalisation De Prothèse Partielle à Chassis Métalique Au Laboratoire
INTRODUCTION :
La confection d’une prothèse partielle amovible coulée fait appel à une chaine technologique rigoureuse de laboratoire ayant pour but la préservation de toutes les informations données par le clinicien et l’élaboration d’une prothèse correcte répondant à tous les impératifs prothétiques.
- EXAMEN DES MODELES DE TRAVAIL :
Après avoir fait les préparations en bouche et pris l’empreinte, le praticien doit comparer son modèle de travail obtenu avec le modèle d’étude. Il est souhaitable de reproduire sur le modèle de travail le projet mis en évidence sur le modèle d’étude (axe d’insertion, type de crochets et de préparations dentaires).


Il est indispensable de placer de nouveau le modèle de travail sur le paralléliseur afin de contrôler l’axe d’insertion déjà choisi et retracer la ligne guide sur les dents supports de crochets afin d’objectiver les zones de contre dépouilles nécessaires aux éléments de rétention et les zones de dépouilles exploitables pour les éléments de stabilisation du châssis.



- PREPARATION DES MODELES DE TRAVAIL:
Elle consiste à éliminer toutes les zones en retrait à l’exception de celles réservées aux extrémités rétentives des crochets. Elle comprend deux phases :
-Suppression des zones de contre dépouilles au niveau des dents supports de crochets par coulée de cire liquide (depuis le bord marginal de la gencive jusqu’à la limite inférieure gingivale du crochet);


-Réalisation des zones de décharge
- Au niveau de l’emplacement de la barre linguale (prévoir un espacement de 0,4 mm pour éviter toute ulcération).
- Au niveau de certaines zones sensibles (torus, papille rétro-incisive, forte contre dépouille).
- Au niveau des zones édentées pour permettre l’ancrage mécanique de la résine entre les selles métalliques et le modèle.
- Au niveau de certains bras de crochets espacés de la gencive (exemple crochet T de Roach).


- PREPARATION DE LA REPLIQUE EN MATERIAU REFRACTAIRE:
Une réplique en revêtement du modèle préparé appelé « DUPLICATA » doit etre préparée car c’est sur cette dernière que sera réalisée la maquette en cire du châssis et la coulée de
l’alliage.
La confection de ce duplicata se fait comme suit :
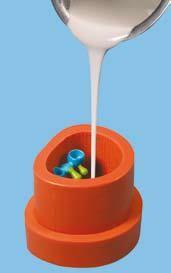
-1- Prise d’empreinte du modèle préparé avec de la gélatine qui est un hydrocolloide réversible, conservé dans un réchauffeur (gélatineuse) réglé à 50°.
Cette étape nécessite l’utilisation d’un moufle à gélatine à l’intérieur duquel le modèle préparé est placé après l’avoir hydraté puis séché à l’ai comprimé.
La gélatine est allors coulée dans le moufle jusqu’à saturation.
Après prise de la gélatine, ( 1h de refroidissement), le modèle de départ est retiré avec précaution.



-2- Coulée de l’empreinte au matériau réfractaire :
Chaque revêtement commercialisé possède ses propres caractériqtiques et son propre mode d’emploi d’où il est impératif de respecter les indications du fabricant concernant le dosage et le protocole d’utilisation.
Les revêtements à liant phosphate ou à liant silicate sont destinés à la fonderie des alliage dont l’intervalle de fusion est supérieur à 1100° (alliage chrome-cobalt).
Le matériau est malaxé sous vide et coulé sur vibreur dans l’empreinte à gélatine.



Au bout d’une heure, on pourra détacher le « DUPLICATA » de la gélatine, qui sera ensuite déshydraté dans un four à 200°C pendant 45mn puis trempé rapidement dans un bain durcisseur.


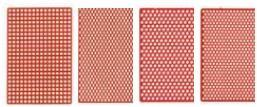
- PREPARATION DE LA MAQUETTE DU CHASSIS :
La sculpture du châssis se fait au moyen d’éléments préfabriqués appelés « PREFORMES » commercialisés en cire ou en matière plastique et qui seront collés à la surface du revêtement.


La sculpture de la maquette du châssis se fait en cinq étapes :
-Remplissage à la cire des logettes destinées aux taquets occlusaux,
-Mise en place des différents crochets,
-Mise en place des grilles de rétention au niveau des selles,
-Mise en place des différentes connexions (principales et secondaires),
-Finition de la maquette par apport de cire. Lors de la finition, il faut veiller à ne pas créer des points de faiblesse au niveau des zones de raccord.
Au terme de cette étape, le modèle est prêt à être mise en cylindre.




- FIXATION DES TIGES, DU CONE DE COULEE ET MISE EN REVETEMENT :
- Fixation des tiges et du cône de coulée
Après avoir fini la sculpture de la maquette, des tiges de coulée doivent être fixées à cette armature, elles ont pour rôle de conduire l’alliage en fusion dans la maquette à couler. Leur nombre varie en fonction de l’aire de la plaque et du nombre de crochets.



Toutes ces tiges doivent converger vers une tige principale qui est reliée à son tour à un cône de coulée en caoutchouc ou en cire qui sera placé en regard du creuset de fusion.
- Mise en revêtement
Le modèle est solidarisé à la base d’un cylindre à l’aide d’une cire non cassante
On utilise le même revêtement que pour le « duplicata » tout en respectant le mode d’emploi.
Après prise du revêtement et retrait du cylindre, le cône de coulée est séparé du cylindre, la tige principale apparaît au fond de l’empreinte. Le cylindre est ensuite placé dans le four, le cône de coulée dirigé vers le bas.


- CHAUFFAGE PREPARATOIRE :
On procède à une chauffe lente, par palier de 10 à 15mn, d’abord à 300°C, puis à 600°C, et enfin un palier de 45mn à la température de fusion de l’alliage qui est de 1050° pour le Chrome-Cobalt.
Cette chauffe a pour objectifs :
- D’éliminer toute trace de cire et d’humidité,
- D’éliminer les gaz formés indésirables,
- De développer la quantité d’expansion désirée pour le revêtement,
- De réduire l’écart entre la température du cylindre et celle de l’alliage en fusion.

- COULEE DE L’ALLIAGE :
Au terme de cette étape, la coulée métallique proprement dite peut être amorcée ; pour cela, il est nécessaire de faire fondre l’alliage utilisé afin de permettre son écoulement dans le cylindre.
L’alliage le plus couramment utilisé en prothèse partielle à châssis métallique est le Chrome- Cobalt (connu dans l’industrie sous la dénomination de stellite) pour son excellente rigidité sous une faible épaisseur, sa bonne tolérance biologique et son prix de revient.
C’est pendant le troisième palier que s’effectue la coulée. Cette coulée se fait soit par centrifugation ou par pression/dépression.
- FINITIONS :
- Dégrossissage de la pièce prothétique : Après la coulée, le cylindre est refroidi à l’ai libre. Il est ensuite fracturé à l’aide d’un marteau en tapant sur le tiers du cylindre du côté du modèle.
La pièce prothétique est ensuite récupérée, sablée pour éliminer les débris de revêtement et la couche d’oxyde recouvrant la surface du métal.
A cette étape, on sectionne les tiges de coulée, vient ensuite le polissage électrolytique ‘ le châssis joue le rôle d’anode soluble en sa surface) en milieu acide, un rinçage à l’eau pour terminer.



- Polissage mécanique : On ébarbe l’ensemble de la pièce avec une série d’instruments rotatifs pour éliminer toutes les aspérités sur la surface de la pièce coulée, suivi d’un polissage avec des brosses en crin- Peau de Chamois- pour donner à la pièce coulée un aspect brillant.
Au terme de cette étape, un contrôle final s’impose afin de vérifier la bonne adaptation de la pièce prothétique sur le modèle de départ débarrassé au préalable de la cire de décharge.



- MISE EN ARTICULATEUR :
Le châssis est ensuite essayé en bouche, l’occlusion est enregistrée en utilisant le châssis comme support pour la maquette d’occlusion.
Les modèles de travail sont montés en articulateur et le montage des dents artificielles peut être entamé.
- CHOIX ET MONTAGE DES DENTS PROTHETIQUES :
Les dents prothétiques sont choisies en matériau, teinte, dimensions et forme.
Le montage des dents se fait en respectant les règles classiques du montage à savoir :
- Les axes des dents antérieures (dans les trois plans sagittal, horizontal et frontal),
- L’intégration de la face proximale de la dent prothétique à l’épaule des crochets,
- Le respect de la ligne faitière de la crête pour les dents postérieures afin de situer les sillons mésio-distaux sur la même ligne.
- POLYMERISATION DES BASES EN RESINE :
La polymérisation des bases en résine est sensiblement plus compliquée à mettre en œuvre en raison de la présence du châssis métallique comportant de nombreux crochets.
La mis en moufle s’effectue sur le moulage de travail qui présente l’avantage de ne pas perdre la précision de l’empreinte. La particularité de cette mise en moufle est que le châssis est entièrement investi dans le plâtre. Les étapes classiques d’ébouillantage, préparation de la résine thermopolymérisable, bourrage, pressage et enfin polymérisation sont effectuées. Le démouflage, compte tenu de la fragilité des éléments constituant le châssis, doit être exécuté avec précaution. L’utilisation de silicone de très haute viscosité mis en place en regard des éléments fragiles facilite la récupération de la prothèse investie dans le moufle.
CONCLUSION :
Le respect de la chaîne technologique permet d’élaborer un châssis métallique dont l’adaptation en bouche se fera avec in minimum de retouches possibles.
BIBLIOGRAPHIE :
[1]- O’BRIEN, RYGE Traduit et adapté par Pierre Desautels, Les matériaux dentaires précis et guide de choix,
Gaëtan morin éditeur ;
[2]- SKINNER et PHILLIPS,
Science des matériaux dentaires, Julien prélat, Paris 1971 ;
[3]- BEGO, La prothèse adjointe métallique,
Official care provider to the German Olympic teams since 2002.
[4]- O. LAVIOLE, E. d’INCAU, J. BROUSSEAUD, V. ICHANE et I. QUEGUINER, D. BLONDEL et L. ARNOULD,
De l’empreinte à l’essai du châssis métallique :étapes de laboratoire et implications cliniques, Stratégie prothétique septembre 2005 • vol 5, n° 4 ;
[5]- P. Rocher, J.-J. Guyonnet, G. Grégoire, Travail des alliages dentaires,
EMC Odontologie 23- 360-A-10, 2004 ;
Réalisation De Prothèse Partielle à Chassis Métalique Au Laboratoire
Voici une sélection de livres en français sur les prothèses dentaires:
- Prothèse Amovible Partielle : Clinique et Laboratoire
Collège National des Enseignants en Prothèses Odontologiques (CNEPO), Michel Ruquet, Bruno Tavernier - Traitements Prothétiques et Implantaires de l’Édenté Total 2.0
- Conception et Réalisation des Châssis en Prothèse Amovible Partielle
- Prothèses supra-implantaires: Données et conceptions actuelles
- Prothèse complète: Clinique et laboratoire Broché – Illustré, 12 octobre 2017
- Prothèse fixée, 2e Ed.: Approche clinique Relié – Illustré, 4 janvier 2024
Réalisation De Prothèse Partielle à Chassis Métalique Au Laboratoire
Articles similaires

Soins Dentaires à l’Étranger : Guide Complet pour un Tourisme Dentaire Réussi et Sans Risques
Soins Dentaires à l’Étranger : Guide Complet pour un Tourisme Dentaire Réussi et Sans Risques Chaque année, plus de 50...
Lire l'article
Les pulpopathies : formes cliniques – Odontologie Conservatrice
Les pulpopathies : formes cliniques – Odontologie Conservatrice Hyperhémie pulpaire (Weine, catégorie II Baume) Définition L’hyperhémie pulpaire marque le début...
Lire l'article
Anatomie-physiologie : les muscles masticateurs – Occlusodontie
Anatomie-physiologie : les muscles masticateurs – Occlusodontie Introduction Les muscles masticateurs sont situés à une profondeur variable dans les régions...
Lire l'article
Leave a Reply