
FONDERIE ET DÉFAUTS DE FONDERIE (TECHNIQUE DE COULÉE)
FONDERIE ET DÉFAUTS DE FONDERIE (TECHNIQUE DE COULÉE)
Introduction :
La fonderie est un procédé de mise en forme des alliages à partir de l’état liquide permettant la réalisation des châssis métalliques pour PPAM et des infrastructures pour couronnes et bridges.
1-Fonderie des alliages :
1-1 Préalables :
La coulée métallique ou fonderie de précision à la cire perdue nécessite la réalisation d’une maquette en cire de la pièce métallique souhaitée. Après fixation d’une tige de coulée, la maquette est investie dans un matériau réfractaire (ou revêtement) qui va épouser parfaitement sa forme. Après solidification du revêtement, la maquette est totalement éliminée par chauffage.
L’alliage en fusion est alors injecté dans le vide ainsi créé. Après solidification de l’alliage et destruction du moule, la pièce métallique obtenue doit être la reproduction la plus précise possible de la maquette originale
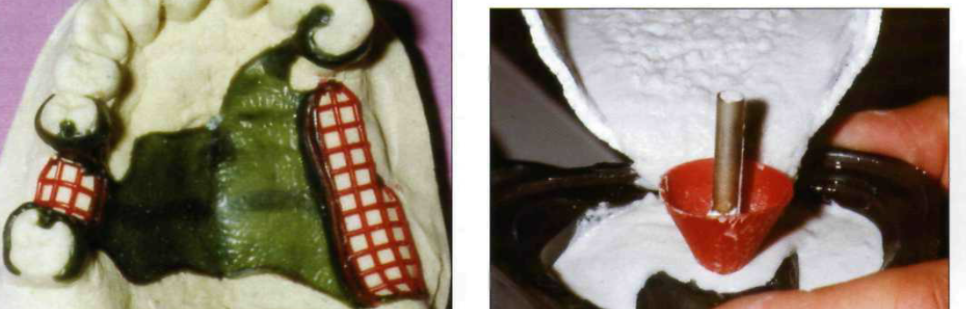
Exemple de châssis métallique :
- Etude sur paralléliseur





- Préparation des modèles primaire pour la réalisation du duplicata



NB : En prothèse fixée le modèle de travail est coulé en plâtre extra dur, ensuite ce modèle est fractionné afin d’obtenir des modèles positifs unitaires ce qui permet de séparer les dents préparées du reste du modèle. C’est sur ce modèle que sera réalisée la maquette de la prothèse.
- La réalisation du duplicata en revêtement.





- Réalisation de la maquette du châssis métallique sur le duplicata en revêtement
NB : En prothèse fixée, le modèle de travail est verni au niveau des dents préparées, la cire est sculptée ensuite selon l’anatomie des dents.
- Mise en place des accessoires de coulée et mise en revêtement





- Chauffe des moules réfractaires et élimination de la cire


1-2 Fonderie des alliages proprement dite :
L’alliage utilisé en ppam est le « Chrome Cobalt », celui utilisé en prothèse fixée est le « Nichel-Chrome ».
Actuellement, plusieurs méthodes sont utilisées pour fondre les alliages avant leur coulée
- Fusion à la flamme (au chalumeau)
- Fusion par chauffage à effet joule
- Fusion par chauffage à l’arc électrique
- Fusion par chauffage à induction
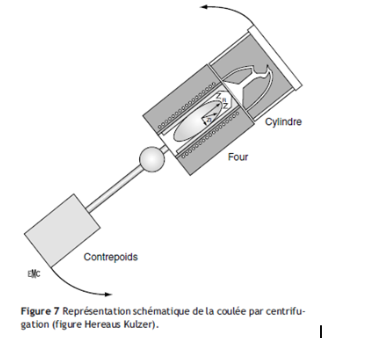
Coulée par centrifugation
La masse en fusion d’alliage est propulsée dans un moule tournant autour d’un axe, ce qui produit, par la force centrifuge, l’écoulement de l’alliage jusque dans les parties les plus fines du moule.
La force centrifuge est augmentée par une plus grande quantité d’alliage.
La fronde à rotation horizontale est le système le plus utilisé dans l’ensemble des laboratoires
Coulé par pression-dépression :
Un gaz inerte, généralement de l’argon, est injecté sous pression dans la chambre où se situe l’alliage en fusion. Celui-ci est alors projeté dans le cylindre où le vide s’est créé par la cire fondue.
Cette méthode de coulée est d’apparition relativement récente. Elle comporte quelques particularités.
Il n’est pas nécessaire de mettre autant d’alliage que pour une coulée conventionnelle puisque la poussée de l’alliage se fait par pression/ dépression de gaz.
La cuve est mise sous vide, la masse d’alliage en fusion s’écoule de son propre poids dans le moule par la pression. Il en résulte remplissage des cylindres par un alliage pénétrant sans brutalité évitant tout écrasement et déformation des revêtements et un remplissage complet.
2-Défauts de fonderie :
Même si toutes les précautions sont prises, il peut arriver que les prothèses présentent certains défauts
Hétérogénéité chimique
- Elle est représentée par une différences de composition chimique au sein de la pièce prothétique.
- La coulée à partir de plots d’alliage métallurgiquement stables rend pratiquement impossible la présence d’hétérogeneité chimique dans les pièces prothétiques coulées.
- Il faut savoir que lors de la fusion, l’alliage non précieux réagit avec l’oxygène qui modifie ses propriétés chimiques et microstructurales. Raison pour laquelle, la réutilisation de masselottes récupérées d’ancienne coulé engendre des pièces prothétiques poreuses dont les propriétés mécaniques et chimiques aient changé.
Défauts dus à la contraction
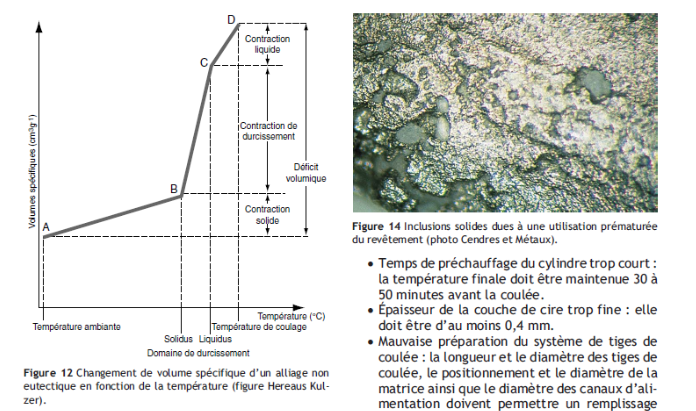
- La contraction volumique est un phénomène qui apparaît lors du refroidissement des alliages.
- Le passage de l’état liquide à l’état solide est accompagné d’une forte perte en volume
- Les espaces vides provoqués par la contraction de durcissement sont appelés selon leur taille des retassures ou des micro retassures.
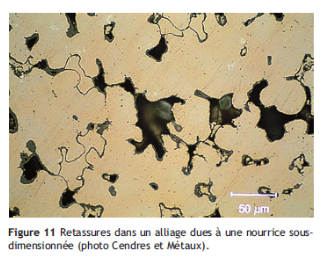
Fig.: Retassures dans un alliage
Pièce coulée de manière incomplète
- Quantité d’alliage insuffisante
- Température trop basse ou trop haute de l’alliage lors de la coulée
- Temps de préchauffage du cylindre trop court : (la température finale doit être maintenue 30 à 50 minutes avant la coulée)
- Épaisseur de la couche de cire trop fine (elle doit être d’au moins 0,4 m)
- Mauvaise préparation du système de tiges de coulée (la longueur et le diamètre des tiges de coulée, le positionnement et le diamètre de la matrice ainsi que le diamètre des canaux d’alimentation doivent permettre un remplissage rapide du moule)
- Augmentation de la teneur d’oxydes dans l’alliage : lors de la réutilisation de
masselottes.

Fig.: Coulée incomplète en rapport avec une armature en
cire trop fine
Inclusions solides ou gazeuses dans l’alliage
- Inclusions de revêtement : les cires doivent être lissées et ne pas présenter d’angles. Le revêtement doit être assez résistant et avoir terminé sa prise. La coulée ne doit pas être trop violente.
- Inclusion de particules de céramique et/ou de graphite : les creusets doivent être bien entretenus et changés régulièrement.
- Résidus de gaz au sein du revêtement : les revêtements à liant phosphate sont particulièrement denses. Pour permettre l’évacuation de l’air lors de la coulée, la surface lisse du cylindre doit être éliminée.
- Mauvais réglage de la flamme : lors de la fusion à la flamme oxypropane, il faut fondre l’alliage en utilisant la zone réductrice de la flamme.
- Surchauffe de l’alliage : II ne faut pas surchauffer l’alliage car il peut absorber une quantité excessive de gaz qui provoque des porosités dans la coulée.
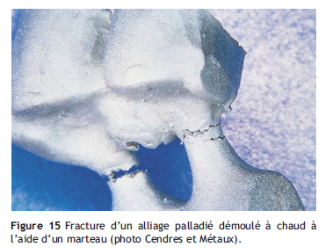
Fracture de l’objet coulé
- Fracture au moment du démoulage : le démoulage doit toujours se faire après refroidissement de l’alliage.
- Fragilisation par le soufre : les revêtements à liant plâtre ne doivent pas être chauffés à plus de 750 °C, sinon ils se décomposent en libérant du soufre qui rend fragiles les alliages contenant du platine et du palladium.
Défauts de surface
- Vide insuffisant lors du mélange du revêtement : si le vide n’est pas suffisant, des bulles d’air sont incorporées au revêtement.
- Vibrations trop importantes lors de la coulée du revêtement : il faut limiter l’intensité des vibrations, voire pour certains revêtements ne pas utiliser de vibreur pour ne pas générer la formation de bulles.
- Montée en température du revêtement trop rapide et apparition de fissures.
- Position du cylindre dans le four de préchauffage : le cylindre ne doit pas être trop près d’une paroi car une chauffe inhomogène du cylindre peut entraîner des craquelures.
- Épaisseur trop faible de la couche de revêtement : une épaisseur minimale de 6 mm en tous points de la maquette doit être laissée pour garantir une résistance mécanique suffisante du revêtement lors de la coulée et éviter la fuite de l’alliage par le fond du cylindre.
- Revêtement trop sec : une certaine humidité du revêtement est nécessaire pour obtenir une bonne élimination de la cire.
Conclusion :
La chaine de fonderie est une série successive d’étapes qui se basent sur la connaissance de principes de bases métallurgique.
La maitrise de ces notions par le praticien est de règle afin d’assurer l’obtention d’une pièce prothétique répondant aux exigences chimiques, microstructurale et mécanique attendues.
FONDERIE ET DÉFAUTS DE FONDERIE (TECHNIQUE DE COULÉE)
Voici une sélection de livres en français sur les prothèses dentaires:
- Prothèse Amovible Partielle : Clinique et Laboratoire
Collège National des Enseignants en Prothèses Odontologiques (CNEPO), Michel Ruquet, Bruno Tavernier - Traitements Prothétiques et Implantaires de l’Édenté Total 2.0
- Conception et Réalisation des Châssis en Prothèse Amovible Partielle
- Prothèses supra-implantaires: Données et conceptions actuelles
- Prothèse complète: Clinique et laboratoire Broché – Illustré, 12 octobre 2017
- Prothèse fixée, 2e Ed.: Approche clinique Relié – Illustré, 4 janvier 2024
FONDERIE ET DÉFAUTS DE FONDERIE (TECHNIQUE DE COULÉE)
Articles similaires

Fruits Secs et Dents : Alliés ou Ennemis de Votre Sourire ?
Fruits Secs et Dents : Alliés ou Ennemis de Votre Sourire ? Vous adorez grignoter des dattes, des abricots secs...
Lire l'article
Ciment Dentaire : Tout Savoir sur Cette Solution d’Urgence pour Vos Dents
Ciment Dentaire : Tout Savoir sur Cette Solution d’Urgence pour Vos Dents Vous venez de perdre un plombage en plein...
Lire l'article
Description des différents types d’attachement
Description des différents types d’attachement PLAN Introduction I-Définition V-Contre-indications d’ordre général VII-Avantages et inconvénients des attachements VIII-Causes d’échec Conclusion Bibliographie...
Lire l'article
Leave a Reply